Vuoi saperne di più di questa Case history?
Scrivici subito!
Un grande produttore di fertilizzanti si trova ad affrontare una produzione complessa, caratterizzata da grandi lotti e processi lunghi, con una gamma di prodotti diversificata.

Il settore manifatturiero è uno dei principali ambiti applicativi dell’Intelligenza Artificiale, con vantaggi concreti nell’operatività quotidiana. Le applicazioni orientate al controllo qualità rappresentano uno dei principali driver di crescita: consentono di minimizzare i difetti, garantire consistenza nel tempo e alzare il livello qualitativo generale della produzione.
SCAM, azienda leader nella produzione di Concimi Organo-Minerali con dichiarazione ambientale certificata (EPD) e all’avanguardia nella formulazione di biostimolanti e concimi speciali, ha deciso di impiegare sensori NIR per attivare un sistema di monitoraggio in tempo reale dell’intera produzione. Ecco come.

I prodotti SCAM sono il frutto di un’attenta calibratura di ingredienti ad alto valore agronomico e ambientale. Per garantirne la qualità a livello di singolo sacco immesso sul mercato, è fondamentale mantenere il livello di umidità entro un range molto ristretto — con un errore massimo accettabile di 0,3% — lungo tutto il processo produttivo.
La produzione è complessa: grandi lotti, processi lunghi e una gamma diversificata di SKU rendono la qualità del prodotto finale sensibile a numerose variabili. Le sfide principali erano:
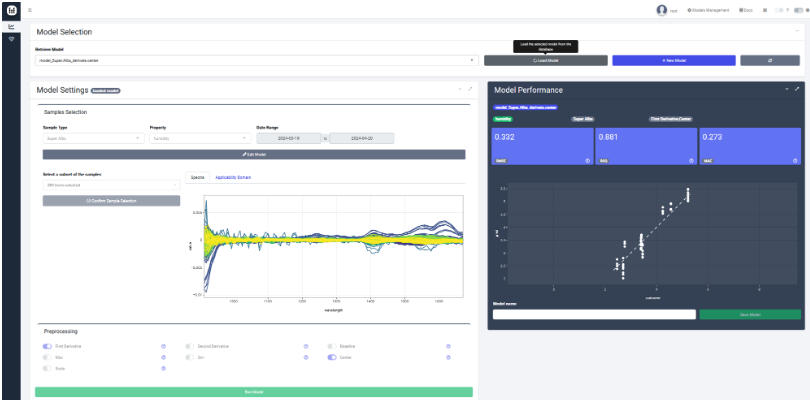
Kode ha sviluppato una versione custom di SpectralizeR, il suo software chemiometrico AI, con sonde NIR installate in due punti critici dell’impianto: durante la granulazione e prima del confezionamento.
Per ogni tipologia di prodotto è stato costruito un modello di Applicability Domain che assegna uno score di validità a ogni spettro acquisito, distinguendo le acquisizioni corrette da quelle anomale e generando alert automatici per gli operatori.
Sui dati validati, il team di data science ha sviluppato un modello chemiometrico predittivo, addestrato in più iterazioni per garantire robustezza rispetto a fattori esogeni (polvere, temperatura, luminosità). Il modello converte l’impronta spettrale in un valore di umidità leggibile in dashboard, in forma grafica o tabellare.
Un’applicazione web custom, accessibile da qualsiasi postazione, con interfacce differenziate per ruolo:
Grazie all’integrazione di SpectralizeR, SCAM ha ottenuto:
SCAM ha integrato operativamente la soluzione in produzione e può già certificare la qualità di ogni prodotto immesso sul mercato.

Il progetto SpectralizeR dimostra come l’AI chemiometrica, correttamente ingegnerizzata per un contesto industriale, vada ben oltre la raccolta dati: diventa un sistema attivo che protegge la qualità, riduce gli scarti e mette gli operatori in condizione di agire in autonomia e in tempo reale. Un approccio pienamente in linea con i principi dello Smart Manufacturing e di Industry 5.0.
Vuoi saperne di più di questa Case history?
Scrivici subito!