Want to know more about this project?
Drop us a line!
A major fertilizer producer faces a complex production environment, characterized by large batches and long processes, with a highly diversified product range.

The manufacturing sector is one of the main application areas of Artificial Intelligence, delivering tangible benefits in day-to-day operations. Quality control–oriented applications are among the key growth drivers: they help minimize defects, ensure long-term consistency, and raise the overall quality level of production.
SCAM, a leading manufacturer of organo-mineral fertilizers with a certified Environmental Product Declaration (EPD) and at the forefront of biostimulant and specialty fertilizer formulation, decided to deploy NIR sensors to enable a real-time monitoring system across the entire production process. Here’s how.

SCAM products are the result of a careful calibration of ingredients with high agronomic and environmental value. To guarantee quality at the level of each individual bag placed on the market, it is essential to keep moisture content within a very narrow range— with a maximum acceptable error of 0.3%—throughout the entire production process.
Production is complex: large batches, long processes, and a diversified SKU portfolio make final product quality sensitive to numerous variables. The main challenges were:
The BCN plant digitalization platform is designed to simplify the collection and consultation of machinery data across the company’s various tanning facilities, supporting operators in maintenance tasks and ensuring a more accurate and efficient process.
Kode developed a custom version of SpectralizeR, its AI-based chemometric software, with NIR probes installed at two critical points of the plant: during granulation and just before packaging.
For each product type, an Applicability Domain model was developed that assigns a validity score to every acquired spectrum, distinguishing correct measurements from anomalous ones and generating automatic alerts for operators.
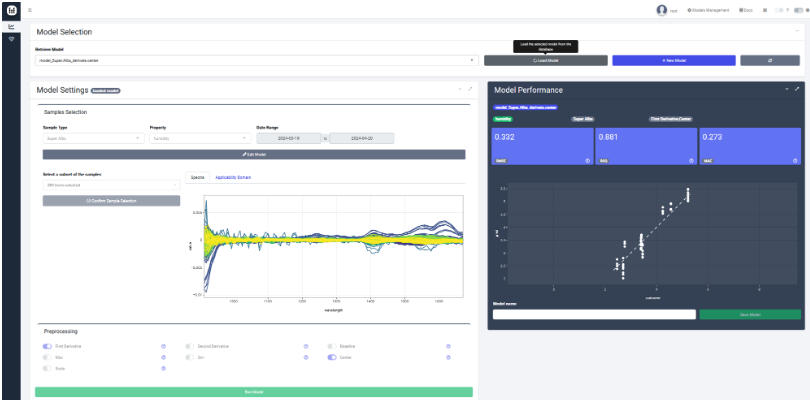
On the validated data, the data science team developed a predictive chemometric model, trained over multiple iterations to ensure robustness against external factors (dust, temperature, lighting). The model converts the spectral fingerprint into a moisture value that can be viewed on the dashboard, either in graphical or tabular form.
A custom web application, accessible from any workstation, with role-specific interfaces:
Thanks to the integration of SpectralizeR, SCAM has achieved:
SCAM has operationally integrated the solution into production and can now certify the quality of every product released to the market.

The SpectralizeR project demonstrates how chemometric AI, when properly engineered for an industrial context, goes far beyond mere data collection: it becomes an active system that safeguards quality, reduces waste, and empowers operators to act autonomously and in real time. This approach is fully aligned with the principles of Smart Manufacturing and Industry 5.0.
Want to know more about this project?
Drop us a line!